Welcome!






Vacuum Pump Excellence: Precision Engineered for Industry and Innovation
 Share
Share



Basic Info
| Customized Supp | OEM, ODM, Obm | Model NO. | HRC | Motor | 100%Copper Wire |
|---|---|---|---|---|---|
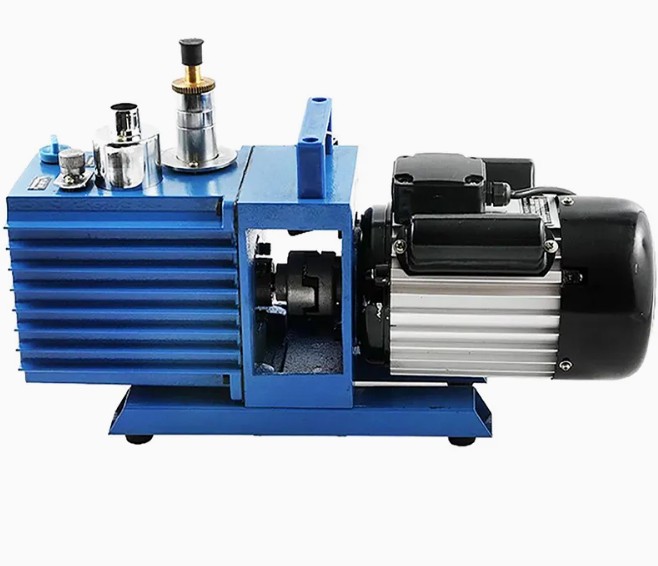
| Oil or Not | Oil Free | Origin | China | Speed | 1440rpm |
| Structure | Rotary Vacuum Pump | Transport Package | Packed in Wooden Crates or According | Ultimate Vacuum Pressure | -0.091MPa |
| Vacuum Degree | Vacuum | Work Function | Mainsuction Pump | Working Conditions | Wet |
Product Description
Product Introduction
Our state-of-the-art vacuum pump is engineered to deliver exceptional performance across a wide range of industrial, laboratory, and commercial applications. Designed with cutting-edge technology, this vacuum pump efficiently creates and maintains high-quality vacuum environments, making it ideal for industries such as manufacturing, pharmaceuticals, food processing, HVAC, semiconductor production, and research laboratories.
Constructed from durable and corrosion-resistant materials, the pump ensures long-term reliability even under demanding operating conditions. It features a compact and user-friendly design with low vibration and noise levels, enabling seamless integration into complex systems or standalone operations. Available in multiple configurations (e.g., rotary vane, diaphragm, or liquid ring), our vacuum pump caters to diverse pressure requirements from rough vacuums to high-vacuum scenarios.
Key Advantages
1. Superior Efficiency
Optimized energy consumption reduces operational costs while maintaining consistent vacuum levels. Advanced motor technology ensures rapid evacuation and stable performance, minimizing downtime.
2. Durability & Low Maintenance
Robust components and precision engineering extend the pump’s lifespan. Self-lubricating systems and easy-access service points simplify maintenance, reducing lifecycle costs.
3. Versatile Applications
Compatible with aggressive gases, vapors, and particulates, thanks to corrosion-resistant coatings and sealed designs. Ideal for harsh environments, including chemical processing or cleanroom settings.
4. Environmentally Friendly
Compliant with international environmental standards, featuring oil-free options to eliminate contamination risks and reduce waste disposal needs.
5. Smart Control Integration
Optional IoT-enabled monitoring systems allow real-time tracking of pressure, temperature, and performance metrics. Automatically adjust operations to optimize efficiency and prevent overloads.
6. Safety-Centric Design
Built-in safety mechanisms such as thermal overload protection and automatic shutoff, safeguard both the equipment and operators.
Why Choose Our Vacuum Pump?
Our vacuum pump combines innovation, reliability, and adaptability to meet the evolving needs of modern industries. Whether for critical laboratory experiments, large-scale manufacturing, or precision medical applications, this pump delivers unmatched performance while prioritizing sustainability and cost-effectiveness.
Applications
1. Semiconductor fabrication
2. Medical device sterilization
3. Packaging systems
4. Freeze-drying processes
5. Environmental simulation chambers
About Us
Shanghai Afapa Vacuum Technology Co., Ltd. is a dynamic and innovative enterprise specializing in the research, development, production, and distribution of high-performance vacuum technology solutions, serving industries such as semiconductor manufacturing, scientific research, medical equipment, and industrial processing. Established with a commitment to advancing vacuum system efficiency and reliability, the company integrates cutting-edge engineering expertise with stringent quality control to deliver customized vacuum pumps, components, and integrated systems tailored to global clients' needs. Leveraging a skilled technical team and ISO-certified processes, Shanghai Afapa Vacuum Technology ensures optimal performance, energy efficiency, and sustainability across its product portfolio while maintaining a customer-centric approach to foster long-term partnerships and drive technological progress in the vacuum industry worldwide.
Recommended Products



 Germany KNOLL / Pump / High-pressure pump / Centrifugal pump KTS32-76-T5-KB$25000 - $25000 / unit1 unit(Min.Order)Contact Supplier
Germany KNOLL / Pump / High-pressure pump / Centrifugal pump KTS32-76-T5-KB$25000 - $25000 / unit1 unit(Min.Order)Contact Supplier Japan SUMITOMO High Pressure Cooling Pump CQTM32-16FV-2.2-4-T-S1307J-ENegotiable0 unit(Min.Order)Contact Supplier
Japan SUMITOMO High Pressure Cooling Pump CQTM32-16FV-2.2-4-T-S1307J-ENegotiable0 unit(Min.Order)Contact Supplier CQTM43-25F-7.5-3-T Japan Sumitomo High-Pressure Cooling Pump Shenyang XinJi¥20000 - ¥20000 / unit1 unit(Min.Order)Contact Supplier
CQTM43-25F-7.5-3-T Japan Sumitomo High-Pressure Cooling Pump Shenyang XinJi¥20000 - ¥20000 / unit1 unit(Min.Order)Contact Supplier Corrosion-resistant and acid-alkali-resistant butterfly valve$55 - $55 / unit20 unit(Min.Order)Contact Supplier
Corrosion-resistant and acid-alkali-resistant butterfly valve$55 - $55 / unit20 unit(Min.Order)Contact Supplier






Recently Viewed
- Corrosion-resistant and acid-alkali-resistant butterfly valve
 Anti-corrosion Acid and Alkali Resistant Ball Valve
Anti-corrosion Acid and Alkali Resistant Ball Valve- Japan SUMITOMO High Pressure Cooling Pump CQTM32-16FV-2.2-4-T-S1307J-E
- Germany KNOLL / Pump / High-pressure pump / Centrifugal pump KTS32-76-T5-KB
- CQTM43-25F-7.5-3-T Japan Sumitomo High-Pressure Cooling Pump Shenyang XinJi
Contact Us
Shanghai Afapa Vacuum Technology Co., Ltd.